Deluge Valve
Diaphragm · Explosion-Proof · Stainless Steel · Grooved · Pre-Action · Skid & Assembly · DN50–DN350
The Complete Range of Deluge Valves — DN50 to DN350
CA-FIRE's deluge valve series provides the complete range of master control valves required for industrial and commercial deluge fire suppression systems — from the standard cast iron flanged diaphragm deluge valve (ZSFM Series, DN50–DN350, 1.6 MPa) to high-pressure explosion-proof deluge valves (ZSFM-Ex Series, 2.5 MPa) for petrochemical and refinery hazardous areas.
Stainless steel deluge valves (SS304/SS316) for offshore and corrosive environments, grooved deluge valves for Victaulic-compatible piping, and pre-action deluge valves for data centre protection. All seven configurations are manufactured to GB 5135.2, certified to NFPA 13 and NFPA 15, with full English-language documentation for BRI export project submission.
Deluge Valve — Complete Product Range

ZSFM Series · Cast Iron Flanged · Standard
Diaphragm Deluge Valve
The standard cast iron flanged diaphragm deluge valve for the majority of industrial and commercial applications. An EPDM rubber diaphragm seals the valve body under control pressure; when the pilot circuit is vented, supply pressure lifts the diaphragm and the valve opens fully. Full-bore waterway with hydraulic resistance ≤ 0.08 MPa.
| Model | ZSFM 50~350-1.6 |
| Nominal sizes | DN50 – DN350 (10 sizes) |
| Working pressure | 1.6 MPa |
| Body material | Cast iron (grey) |
| Seal element | EPDM diaphragm |
| Actuation | Electric / Wet / Dry pilot / Manual |
| Connection | Flanged (GB / ANSI) |

ZSFM-Ex · 2.5 MPa · Hazardous Area
Explosion-Proof Deluge Valve
Piston-actuated deluge valve rated to 2.5 MPa working pressure — 56% above the standard 1.6 MPa rating — with all electrical accessories certified Ex db IIC T6 Gb for Zone 1/2 gas and Zone 21/22 dust atmospheres. Superior resistance to pressure transients and water hammer in high-pressure petrochemical supply systems.
| Model | ZSFM 50~300-2.5-Ex |
| Nominal sizes | DN50 – DN300 |
| Working pressure | 2.5 MPa |
| Actuation | Piston-type |
| Ex rating | Ex db IIC T6 Gb · IP65 |
| Hazardous zones | Zone 1 / 2 · Zone 21/22 |
| Control modes | Auto / Remote / Manual |
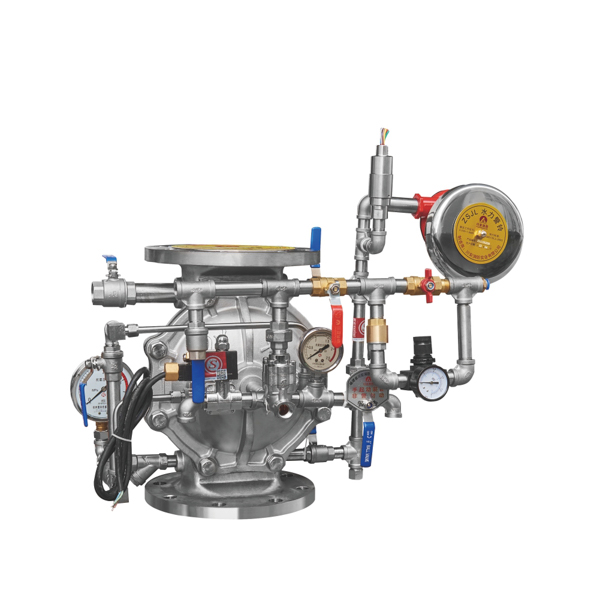
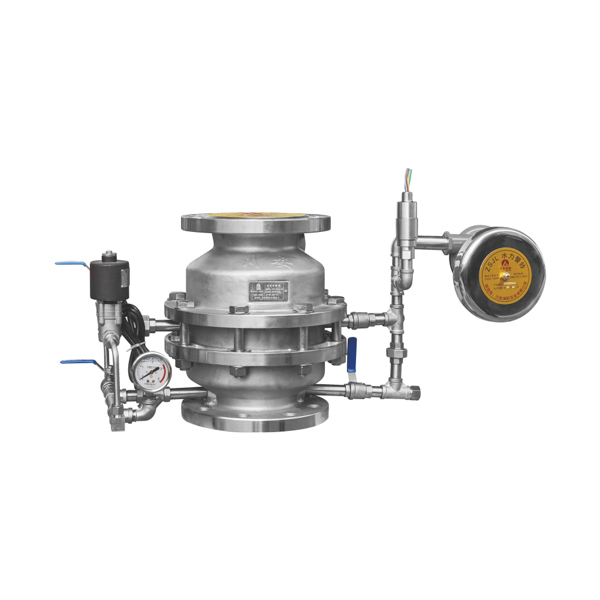
ZSFM-P-Ex · SS304 / SS316 · Air-Controlled
Stainless Steel Deluge Valve
Corrosion-resistant SS304/SS316 body deluge valve combining three capabilities: corrosion resistance (≥15 years service life), explosion-proof certification (Ex db IIC T6 Gb), and pneumatic air-controlled actuation. The correct specification for offshore platforms, coastal power stations and marine environments with chloride exposure.
| Model | ZSFM 50~350-1.6P-Ex |
| Nominal sizes | DN50 – DN350 |
| Body material | SS304 · SS316 (marine) |
| Actuation | Air-controlled / Electric |
| Ex rating | Ex db IIC T6 Gb |
| Working pressure | 1.6 MPa |
| Service life | ≥ 15 years |
Piston Type · 2.5 MPa · Double-Interlock
Pre-Action Deluge Valve
A double-interlock pre-action deluge valve combining a 2.5 MPa piston valve body with a supervised air/nitrogen charge on the downstream pipework. Both a detection signal AND a sprinkler operation are required before water can discharge — providing false-discharge protection for data centres, archives and cold-chain facilities.
| Nominal sizes | DN50 – DN300 |
| Working pressure | 2.5 MPa |
| Mechanism | Piston-type |
| Interlock | Double-interlock |
| Supervised charge | Air / Nitrogen |
| Application | Data centre · Archive |

ZSFM-G · Ductile Iron · Victaulic
Grooved Deluge Valve
A diaphragm deluge valve with grooved mechanical coupling connections — replacing bolted flange joints with a two-bolt clamp assembly that installs without pipe alignment tooling. Victaulic-compatible inlet and outlet. Eliminates flange bolting, significantly reducing installation time on grooved pipework projects.
| Model | ZSFM-G DN80–DN200 |
| Nominal sizes | DN80 – DN200 |
| Body material | Ductile iron |
| Connection | Grooved (Victaulic) |
| Working pressure | 1.6 MPa |
| Seal element | EPDM diaphragm |

Vertical Skid · Factory-Assembled · Ex-Rated
Deluge Valve Skid
A factory pre-assembled vertical deluge valve station integrating the alarm valve, control trim, isolation valves, solenoid trip, pressure gauges, alarm pressure switch, water motor gong, and Ex-rated local control panel onto a single skid frame. Delivered pressure-tested and Ex-certified.
| Format | Vertical skid |
| Nominal sizes | DN50 – DN350 |
| Ex rating | Ex db IIC T6 Gb |
| Delivery | Factory-assembled |
| Includes | Valve + trim + panel + gong |
| Hazardous zones | Zone 1 / Zone 2 |
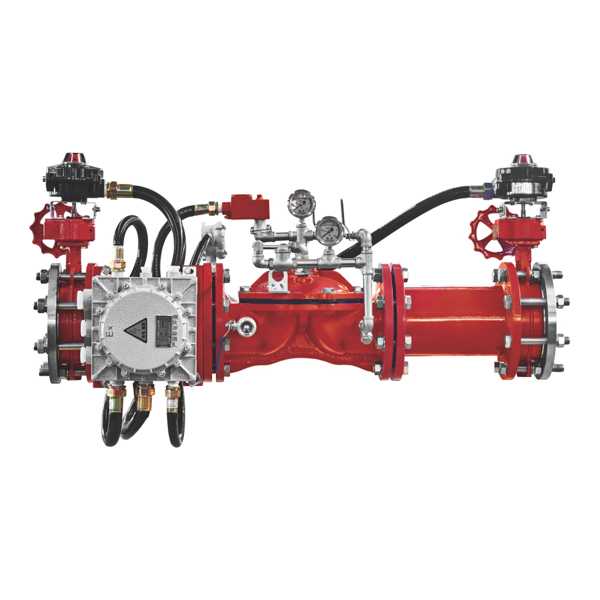
Horizontal Skid · Complete Station · Factory Pre-Wired & Tested
Horizontal Deluge Valve Assembly — Complete Skid-Mounted System
The CA-FIRE horizontal deluge valve assembly is a complete, factory-built fire suppression station on a structural steel skid frame — integrating every component required for a fully functional station: alarm valve body, upstream and downstream isolation valves, solenoid trip valve, wet and dry pilot connections, pressure gauges, alarm pressure switch, water motor gong, drain valves, test and drain manifold, and local explosion-proof control panel. All components are pre-piped, pre-wired and factory pressure-tested at 1.5× working pressure before shipment.
| Nominal sizes | DN50 – DN350 |
| Working pressure | 1.6 MPa · 2.5 MPa (Ex high-pressure) |
| Ex rating | Ex db IIC T6 Gb on all electrical accessories |
| Piping material | Carbon steel · SS304 / SS316 (optional) |
| Factory testing | Hydraulic test at 1.5× WP · Functional test |
| Actuation modes | Electric solenoid / Wet / Dry pilot / Manual |
| Standards | GB 5135.2 · NFPA 13 · NFPA 15 |
Specify the horizontal assembly when: project timeline is tight, site installation labour is expensive, the specification requires factory-witnessed pre-shipment testing, or the project is a BRI export requiring full English documentation and single-source supply.
Which Deluge Valve Type Do You Need?
| Requirement | Specify | Pressure | Size range | Key differentiator |
|---|---|---|---|---|
| Standard industrial / commercial — indoor or weatherproof enclosure | Diaphragm Deluge Valve | 1.6 MPa | DN50–DN350 | Most competitively priced; EPDM diaphragm; full-bore flow ≤0.08 MPa head loss |
| Hazardous area (Zone 1/2) + supply pressure exceeds 1.6 MPa | Explosion-Proof Deluge Valve | 2.5 MPa | DN50–DN300 | Ex db IIC T6 Gb; piston mechanism for water hammer resistance |
| Corrosive, marine, coastal or offshore environment | Stainless Steel Deluge Valve | 1.6 MPa | DN50–DN350 | SS304 or SS316 body; Ex-rated; pneumatic air-control; ≥15 yr service life |
| False-discharge prevention critical — data centre, archive, cold storage | Pre-Action Deluge Valve | 2.5 MPa | DN50–DN300 | Double-interlock (detector + sprinkler); supervised N₂ downstream charge |
| Grooved piping system throughout — fast-track installation | Grooved Deluge Valve | 1.6 MPa | DN80–DN200 | Victaulic-compatible 2-bolt clamp; no flange bolting; significant time saving |
| Hazardous area, minimal floor space, skid delivery required | Deluge Valve Skid (Vertical) | 1.6 / 2.5 MPa | DN50–DN350 | Vertical layout saves floor area; all Ex-rated; factory pressure-tested |
| Complete station, fast site install, BRI export or witnessed factory test | Horizontal Assembly | 1.6 / 2.5 MPa | DN50–DN350 | Pre-piped, pre-wired, factory-tested; 3 site connections only; English docs |
Complete Technical Specifications
Standard Range — Diaphragm / Grooved / Stainless Steel / Pre-Action
| Model / Type | Size Range | Working Pressure | Seal Test | Strength Test | Body Material | Connection |
|---|---|---|---|---|---|---|
| Diaphragm (ZSFM) | DN50–DN350 | 1.6 MPa | 3.2 MPa | 6.4 MPa | Cast iron | Flanged |
| Grooved (ZSFM-G) | DN80–DN200 | 1.6 MPa | 3.2 MPa | 6.4 MPa | Ductile iron | Grooved |
| Stainless Steel (ZSFM-P-Ex) | DN50–DN350 | 1.6 MPa | 3.2 MPa | 6.4 MPa | SS304 / SS316 | Flanged |
| Pre-Action (Piston) | DN50–DN300 | 2.5 MPa | 5.0 MPa | 8.0 MPa | Carbon steel | Flanged |
| Explosion-Proof (ZSFM-Ex) | DN50–DN300 | 2.5 MPa | 5.0 MPa | 8.0 MPa | Carbon steel | Flanged |
Actuation & Control Modes — All Types
| Type | Electric Solenoid | Wet Pilot | Dry Pilot (Air/N₂) | Manual Override | Ex-Rated Accessories | Foam Compatible |
|---|---|---|---|---|---|---|
| Diaphragm | ✓ | ✓ | ✓ | ✓ | Optional | ✓ |
| Explosion-Proof | ✓ (Ex) | — | ✓ | ✓ | ✓ Standard | ✓ |
| Stainless Steel | ✓ (Ex) | ✓ | ✓ (primary) | ✓ | ✓ Standard | ✓ |
| Pre-Action | ✓ | — | ✓ (supervised) | ✓ | Optional | — |
| Grooved | ✓ | ✓ | ✓ | ✓ | Optional | ✓ |
| Skid / Assembly | ✓ (Ex) | ✓ | ✓ | ✓ | ✓ Standard | ✓ |
* All types: seal leakage ≤ 0.1 L/min · Medium: water or foam solution (AFFF/AR-AFFF up to 6%) · Standards: GB 5135.2, NFPA 13, NFPA 15 · Operating temperature: 4°C – 70°C.
Key Technical Features
💧 EPDM Diaphragm Sealing — Full-Bore, Self-Draining
The EPDM rubber diaphragm (fabric-reinforced) is the sealing element in the standard diaphragm, grooved and stainless steel valve types. Control-chamber water pressure acts on the upper face to hold the valve closed during standby. When the control circuit vents, supply pressure lifts the diaphragm fully open in under 1 second. Full-bore unobstructed waterway — no clapper or hinge in the flow path — with hydraulic resistance consistently below 0.08 MPa. Compatible with chlorinated water and AFFF/AR-AFFF foam concentrates at 3% and 6% application rates. Diaphragm replacement during scheduled maintenance without removing the valve body from the pipeline.
⚡ Explosion-Proof Certification — Ex db IIC T6 Gb
CA-FIRE's explosion-proof and stainless steel deluge valve ranges carry Ex db IIC T6 Gb certification (gas group IIC — hydrogen and acetylene, the most demanding classification) and Ex tb IIIC T80°C Db for Zone 21/22 combustible dust. Every electrical component — solenoid trip valve, pressure switches, water motor gong motor, junction boxes and local control panel — is enclosed in certified flameproof housings. The IP65 rating provides complete dust exclusion and protection against heavy water jets. The 2.5 MPa high-pressure piston mechanism in the ZSFM-Ex series provides inherently higher resistance to water hammer than diaphragm designs.
🏭 Skid-Mounted Factory Assembly — Three Site Connections
The skid and horizontal assembly format reduces site installation to three site connections: water supply flange-in, system discharge flange-out, and electrical cable entry to the local panel. All internal piping, component assembly, pressure testing and electrical wiring is completed at the CA-FIRE factory under controlled quality conditions. Factory pressure testing at 1.5× working pressure with complete functional verification is included as standard. For BRI export projects, factory-witnessed testing by a third-party inspector can be arranged. The vertical skid format minimises floor footprint — approximately 25–40% less floor area than the equivalent horizontal assembly.
🔒 Pre-Action Double-Interlock — Zero False Discharge
The pre-action deluge valve adds a downstream air/nitrogen supervisory charge and a dual-confirmation requirement. The downstream pipework is maintained under a low-pressure charge — typically 0.14–0.21 MPa — continuously monitored by a supervisory pressure switch. For water to discharge, both conditions must be met: (1) the detection system must receive a fire signal and energise the solenoid trip valve, AND (2) a sprinkler head must open, releasing the supervisory air charge. This double-interlock arrangement eliminates accidental discharge from single-point failures. The supervised downstream charge also provides continuous leak detection.
Deluge Valve Operation — Quick Overview
A deluge valve operates on a pressure-balance principle: in standby, supply water is held back by the closed valve while the downstream nozzle pipework remains dry. When a fire detection signal energises the solenoid trip valve, the valve's control chamber vents and supply pressure drives the valve fully open in under one second — flooding all open nozzles in the protected zone simultaneously. Three actuation modes are available depending on the application: electric solenoid, wet pilot, or dry pilot (air-controlled).
For the complete operating sequence with diagrams — pressurised standby, detection, trip and discharge, alarm signalling, and reset procedure — see our detailed engineering guide: How Does a Deluge Valve Work? Operation Principle Explained →
📐 Technical Diagram — Component Layout

Annotated diagram of the CA-FIRE ZSFM deluge valve assembly — 17 labelled components covering the main valve body, isolation butterfly valves, control trim, alarm devices, and instrumentation. For detailed component-by-component description, see our deluge valve components & trim guide.
▶ Watch — Deluge Valve in Action
Real-time demonstration showing the deluge valve trip sequence and full-flow discharge to open spray nozzles.
Applications
Power Transformers & Electrical Switchgear
Transformer deluge protection is the single largest global application for deluge valves. A transformer fire can propagate to adjacent units within minutes; simultaneous full-coverage discharge from fixed spray nozzles is standard practice per IEC and NFPA-compliant substation design. Standard flanged diaphragm valves for indoor substations; explosion-proof variants for oil-insulated outdoor transformers.
→ Diaphragm · Explosion-Proof SkidPetrochemical Plants, Refineries & LPG/LNG
Process unit deluge curtains, loading gantry protection, pump room coverage, and tank farm deluge systems in classified hazardous areas require Ex-rated electrical components throughout and, where supply systems operate above 1.6 MPa, the 2.5 MPa ZSFM-Ex piston valve. SS316 stainless body for LNG and chloride-exposure coastal locations.
→ Explosion-Proof · Stainless · SkidAircraft Hangars
NFPA 409 requires deluge foam-water systems for hangar ground-level protection. Large-bore diaphragm deluge valves (DN200–DN350) serve the foam-water supply to fixed overhead foam-water spray nozzles or floor-level foam monitors. The simultaneous discharge capability matches the foam application rate (FAR) requirements for the aircraft category.
→ Diaphragm DN200–DN350 · AssemblyOffshore Platforms
Process deck deluge systems, wellhead area protection, and helideck foam deluge systems require SS316 stainless body construction, Ex-rated accessories, and air-controlled (dry pilot) actuation — electrical equipment on a production platform deck must be rated for Zone 1. CA-FIRE's stainless steel Ex deluge valve with pneumatic actuation is the correct specification.
→ Stainless Steel SS316 · Ex-Rated SkidData Centres & Archive Storage
Accidental water discharge in a data hall or tape archive causes damage potentially exceeding the cost of the fire event itself. The pre-action double-interlock deluge valve eliminates this risk: water cannot enter the downstream pipework unless both a detector has activated AND a sprinkler head has opened. The correct specification for Tier III/IV data centres.
→ Pre-Action Double-InterlockBRI Export — EPC Industrial Projects
Chinese EPC contractors building petrochemical, power, LNG, and industrial infrastructure across Southeast Asia, Central Asia, Middle East, and Africa specify GB-standard deluge valve equipment throughout. CA-FIRE supplies the complete deluge valve range with full English-language GB, NFPA, and Ex certification documentation.
→ Full range · English docsFrequently Asked Questions
What is a deluge valve and how does it differ from a wet-pipe alarm check valve?
A deluge valve is the master control valve in an open-head fire suppression system. The downstream pipework contains no water in standby — all open nozzles are permanently exposed to the atmosphere. Water is held back solely by the closed deluge valve. When a fire signal trips the valve, water floods the entire zone simultaneously from every nozzle. This simultaneous full-zone discharge is the defining characteristic of a deluge system.
An alarm check valve (wet alarm valve) serves a completely different system type — a closed-head wet-pipe sprinkler system where the downstream pipework is filled with pressurised water at all times and individual sprinkler heads open one at a time when their fusible element melts. The alarm check valve detects flow and trips the alarm, but it does not control activation — the sprinkler heads themselves control when and where water discharges.
The two valve types are never interchangeable. If your system has permanently open nozzles (deluge, water spray, or foam-water), specify a deluge valve. If it has closed fusible-element sprinkler heads, specify an alarm check valve.
What is the difference between a diaphragm deluge valve and a piston-type deluge valve?
Both types use fluid pressure in a control chamber to hold the valve closed during standby. The difference is in the sealing element and the resulting pressure rating and performance characteristics.
A diaphragm deluge valve uses a flexible EPDM rubber diaphragm as both the sealing element and the actuating mechanism. The diaphragm provides a full-bore, unobstructed flow path with head loss below 0.08 MPa. It is suitable for working pressures up to 1.6 MPa. The diaphragm type is the correct choice for the majority of standard industrial and commercial applications.
A piston-type deluge valve uses a machined piston in a cylinder bore as the sealing element. The piston design can withstand significantly higher working pressures — CA-FIRE's piston-type models are rated to 2.5 MPa — and provides superior resistance to pressure transients and water hammer. Piston-type valves are the correct choice when supply pressure exceeds 1.6 MPa, in high-pressure petrochemical supply systems, and in the pre-action configuration.
When is an explosion-proof deluge valve required — what exactly does the Ex certification cover?
An explosion-proof deluge valve is required wherever the valve station is located in a classified hazardous area — a location where flammable gases, vapours, or combustible dust are present at concentrations that could be ignited by an electrical spark. Standard deluge valves use electrical components (solenoid valves, pressure switches, water motor gong motors) that can produce sparks. In a Zone 1 or Zone 2 atmosphere, a single spark is sufficient to ignite the surrounding atmosphere.
The Ex certification covers all electrical components — not just the solenoid. CA-FIRE's ZSFM-Ex series carries Ex db IIC T6 Gb certification (IIC is the most demanding gas group, covering hydrogen and acetylene). Every electrical component — solenoid trip valve, pressure switches, water motor gong, junction boxes, local control panel — is enclosed in certified flameproof housings designed to contain any internal ignition source.
Typical applications requiring Ex-rated deluge valves include: petrochemical process units, refinery pump rooms, LPG/LNG storage, offshore platform process decks, paint spray facilities, solvent storage areas, coal handling, and any location that appears on the hazardous area classification drawing with a Zone 1 or Zone 2 boundary.
What is the difference between electric solenoid, wet pilot, and dry pilot actuation?
Electric solenoid actuation (the most common) connects the deluge valve directly to the fire detection and alarm panel. When a detector activates, the control panel energises the solenoid trip valve, which opens the deluge valve in under 1 second. This is the simplest, fastest, and most reliable option where a dependable electrical supply is available.
Wet pilot actuation uses a pressurised water pilot line from a separate detector valve to trip the deluge valve hydraulically — no electrical power is required for the activation event. This provides full independence from the electrical supply and eliminates the risk of solenoid failure as a single point of failure.
Dry pilot actuation replaces the water pilot line with a pressurised air or nitrogen pilot line. The dry pilot is the correct choice in freezing environments where a water pilot line would be at risk of ice formation. It is also used in CA-FIRE's stainless steel Ex valve for pure pneumatic control installations where no electrical power is available at the valve location.
What is included in a deluge valve skid or assembly — is it truly ready to connect on site?
CA-FIRE's deluge valve skids and horizontal assemblies are fully integrated factory-built stations. A standard assembly includes: the deluge alarm valve body, upstream supply isolation valve, downstream isolation (where specified), solenoid trip valve (Ex-rated on hazardous area models), wet-pilot and dry-pilot trim connections, main drain valve, test and drain manifold, supply pressure gauge, system pressure gauge, pilot pressure gauge, alarm pressure switch, water motor alarm gong with strainer, interconnecting pipework, structural steel skid frame, and local explosion-proof control panel with terminal strip.
At the factory, every assembly is subjected to a full hydraulic pressure test at 1.5× working pressure, a functional test of the solenoid trip sequence, verification of the alarm gong and pressure switch activation points, and a reset verification. A factory test report is provided with every shipment. On site, the installation team makes three connections: the supply flange connection, the system flange connection, and the electrical cable entry. Typical site connection time is two to four hours, compared to several days for a site-assembled valve station.
Can CA-FIRE supply the complete deluge system — valve, detection, nozzles, and pipework?
CA-FIRE specialises in the fire suppression hardware — deluge valves, valve skids and assemblies, fire monitors, foam bladder tanks, alarm check valves, gate valves, hydrants, and fire sprinkler heads — and can supply all of these components from a single source for a complete deluge system. For projects requiring a full system package, CA-FIRE can also coordinate supply of spray nozzles, foam-water monitor nozzles, and system trim components.
For BRI export projects and international EPC contracts, CA-FIRE provides full English-language technical documentation packages including: product datasheets with GB, NFPA, and CE/Ex certification references, material certificates, hydrostatic test reports, factory inspection reports, packing lists, and installation and maintenance manuals. Third-party inspection by SGS, BV, or similar inspection agencies can be arranged for witnessed factory acceptance testing. Contact sales@ca-fire.com or WhatsApp +86 18150362095 with your project details.
Applicable Standards
| Standard | Scope & Application |
|---|---|
| GB 5135.2 | 自动喷水灭火系统 第2部分 — Automatic Sprinkler Systems Part 2: Deluge Valve Equipment Standard. The Chinese national product standard governing performance requirements, test methods, and certification for deluge valve bodies, trim components, and alarm accessories. |
| NFPA 13 | Standard for the Installation of Sprinkler Systems. Covers deluge system design requirements including valve selection, hydraulic design, water supply, and acceptance testing. The reference standard for international projects and BRI export work. |
| NFPA 15 | Standard for Water Spray Fixed Systems for Fire Protection. The primary NFPA standard covering deluge water spray systems for transformer protection, cable tray protection, vessel cooling, and process hazard mitigation. |
| IEC 60079 / ATEX | Explosive atmospheres — Equipment standards for flameproof (Ex d) enclosures. CA-FIRE's explosion-proof deluge valve accessories carry Ex db IIC T6 Gb certification (IEC 60079-0 / 60079-1) covering Group IIC gas atmospheres and T6 (maximum surface temperature 85°C). |
| GB 50116 | 火灾自动报警系统设计规范 — Code for Design of Automatic Fire Alarm System. Governs the interface between the deluge valve solenoid trip circuit and the fire alarm control panel. |
| ISO 9001:2015 | CA-FIRE quality management system certification — covers design, manufacturing, testing, and supply chain management for all deluge valve products and skid assemblies. |
Related Products
Get a Quote — Deluge Valve System
Diaphragm · Explosion-Proof · Stainless Steel · Grooved · Pre-Action · Skid · Horizontal Assembly
DN50–DN350 · 1.6 MPa & 2.5 MPa · Ex db IIC T6 Gb · SS304 / SS316 | GB 5135.2 · NFPA 13 · NFPA 15 · ISO 9001 · Factory Direct