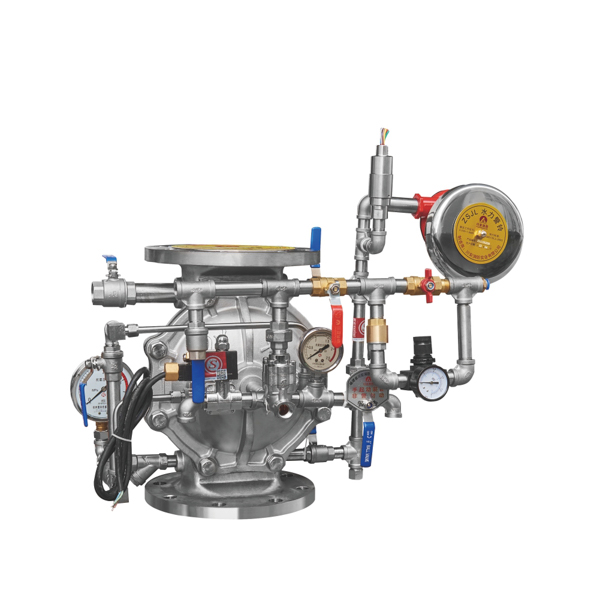
Explosion-Proof Deluge Valve
Ex db IIC T6 Gb · DN50–DN300 · Piston Mechanism · Petrochemical / LPG / Offshore
Ex db IIC T6 Gb · Ex tb IIIC T80°C Db
Certified for Zone 1 / Zone 2 gas atmospheres (including hydrogen & acetylene — Group IIC) and Zone 21 / Zone 22 combustible dust atmospheres. All electrical accessories in flameproof enclosures, IP65 minimum.

56% above standard 1.6 MPa — handles pressure transients in refinery supply mains.
Most demanding gas group — covers hydrogen & acetylene. Zone 1/2 approved.
Complete dust exclusion + heavy water-jet resistance — outdoor petroleum installations.
Automatic (detection), remote (hard-wired trip), manual override — always available.
Hazardous Area Classification — Coverage
Gas Atmospheres (IEC 60079)
Dust Atmospheres (IEC 60079)
How the Piston-Type Explosion-Proof Deluge Valve Works
The piston-type high-pressure deluge valve uses a machined piston in a cylinder bore as the sealing element — fundamentally different from the flexible rubber diaphragm used in standard 1.6 MPa designs. The piston geometry allows the valve to withstand the higher working pressures typical of petrochemical firewater systems (often 2.0–2.4 MPa at the valve inlet during pump start) and provides inherently better resistance to water hammer and pressure pulsation than a diaphragm.
The 4-Stage Operating Sequence
Pressurised Standby
Control-chamber pressure holds the piston seated against the valve seat. Downstream open-nozzle pipework is dry. All Ex-rated electrical supervision circuits active.
Ex-Rated Detection
Heat detector, UV/IR flame detector, or gas detector signals the Ex-certified local control panel. Ex-rated solenoid trip valve energises — or manual trip activated.
Piston Lift & Full Discharge
Control chamber vents. Supply pressure drives piston fully open in under 1 second. Water floods every open spray nozzle in the protected zone simultaneously.
Alarm & Signalling
Water motor gong activates, Ex-rated alarm pressure switch signals FACP. Manual reset after fire is controlled & supply isolated — typical reset time 20–30 minutes.
For detailed diagrams of the piston-seat geometry, pressure-balance calculations, and a comparison of 1-second piston lift vs diaphragm lift in water-hammer conditions, see: How Does a Deluge Valve Work? Operation Principle Explained.
Complete Technical Specifications
Pressure Ratings & Body (ZSFM 50~300-2.5-Ex)
| Parameter | Value | Standard / Test |
|---|---|---|
| Nominal pressure | 2.5 MPa (PN25) | GB 5135.2 |
| Seal test pressure | 5.0 MPa | Hydrostatic, 10 min, zero leakage |
| Strength test pressure | 8.0 MPa | Hydrostatic, no deformation |
| Hydraulic resistance | < 0.12 MPa | At rated flow |
| Seal leakage | ≤ 0.1 L/min | Standby, piston fully seated |
| Valve body material | Carbon steel (ductile iron option) | Epoxy anti-corrosion coating |
| Piston & sleeve | Machined stainless steel | High-precision mating surfaces |
| Internal trim | Stainless steel | Corrosion-resistant in petroleum service |
| Connection | Flanged PN25 (GB/T 17241.6) | ANSI Class 300 drilling available |
| Medium temperature | 4°C – 70°C | Ambient service |
| Suitable medium | Clean water · Seawater (with SS trim) · Foam solution | — |
Ex-Rated Electrical Accessories
| Accessory | Ex Rating | Enclosure / IP | Function |
|---|---|---|---|
| Solenoid trip valve | Ex db IIC T6 Gb | Flameproof cast alloy · IP66 | Vents control chamber on fire signal |
| Alarm pressure switch | Ex db IIC T6 Gb | Flameproof cast alloy · IP65 | Signals FACP on valve opening |
| Supervisory pressure switch | Ex db IIC T6 Gb | Flameproof cast alloy · IP65 | Control chamber pressure monitoring |
| Water motor gong (bell) | Ex db IIC T6 Gb | Flameproof motor housing · IP65 | Audible local discharge alarm |
| Junction box | Ex e IIC T6 / Ex db IIC T6 | Flameproof or increased safety · IP66 | Field wiring termination |
| Local control panel (LCP) | Ex db IIC T6 Gb | Flameproof SS304 enclosure · IP66 | Local manual trip, status indication |
| Cable glands | Ex db IIC | Flameproof brass or SS316 | Cable entry sealing |
Three Activation Modes (All Certified Ex)
| Mode | Trigger Source | Response Time | Typical Use |
|---|---|---|---|
| Automatic | Flame detector (UV/IR), heat detector, gas detector | < 3 seconds (signal to full flow) | Primary mode for unmanned process areas |
| Remote / Hard-wired trip | Control room manual pull, Emergency Shutdown (ESD) | < 2 seconds (signal to full flow) | Operator-initiated from safe location |
| Local manual override | Manual trip ball valve on valve trim | Immediate | Field maintenance, emergency local trip |
Why Specify the ZSFM-Ex Explosion-Proof Deluge Valve
🔧 Piston Mechanism — Water Hammer Resistant
The precision-machined piston and cylinder bore are fundamentally more resistant to pressure transients than a flexible diaphragm. In refinery firewater networks where pump start/stop cycles can briefly drive supply pressure 10–15% above nominal, the piston geometry holds tight without diaphragm fatigue — extending service life and reducing the risk of nuisance trips from pressure surges. The piston also provides a positive, repeatable closing action that is particularly important for systems with frequent trip testing.
⚡ Group IIC Certification — Hydrogen & Acetylene Rated
Group IIC is the most demanding gas classification — covering hydrogen, acetylene, and carbon disulphide. Equipment certified IIC is also approved for the less demanding IIB (ethylene) and IIA (propane, natural gas, petrol) groups. Specifying IIC means one product covers every classified location on a typical petrochemical site — no need to match equipment rating to specific zone sub-classification on a unit-by-unit basis. T6 rating limits maximum surface temperature to 85°C, the strictest of the 6 temperature classes.
🌊 2.5 MPa Design — High-Pressure Supply Ready
The 2.5 MPa (PN25) pressure rating is specifically matched to petrochemical firewater supply conditions, where diesel-driven fire pumps commonly deliver 2.0–2.2 MPa at the discharge header and supply pressure at the valve inlet can reach 2.4 MPa during pump start transients. Standard 1.6 MPa deluge valves are marginal or insufficient for these conditions. The ZSFM-Ex 2.5 MPa rating provides the engineering margin required for long-term reliable operation without pressure-related fatigue.
📋 Complete Certification Package
Every ZSFM-Ex shipment includes: Ex certification (CNEx, NEPSI, or CCCF) with full certificate of conformity; GB 5135.2 type test certificate; hydrostatic pressure test reports (5.0 MPa seal, 8.0 MPa strength) per individual serial; material mill certificates for pressure-retaining parts; NFPA 13 / NFPA 15 reference documentation; IEC 60079 declaration of conformity; and English-language installation & maintenance manual. IECEx and ATEX certification available for European projects (12–16 week lead time).
Applications — Where Explosion-Proof Deluge Valves Are Required
Petrochemical Process Units
Reactor area deluge curtains, pump room overhead protection, and process equipment cooling in classified Zone 1/2 locations. 2.5 MPa rating handles the high-pressure firewater ring-main typical of large petrochemical complexes.
Refinery Pump Rooms & Tank Farms
Crude oil, gasoline, naphtha and diesel storage tank farm deluge cooling. Loading gantry foam-water deluge. All specified with Ex db IIC T6 Gb electrical components throughout to API 2030 / NFPA 15 requirements.
LPG & LNG Storage Terminals
Sphere cooling water deluge, tank shell deluge, and BLEVE prevention systems on LPG storage spheres and bullets. The 2.5 MPa rating matches the pressure needed for sphere-top cooling nozzle coverage at full design flow.
Offshore Platform & FPSO
Process deck deluge, wellhead protection, helideck foam deluge. Often specified together with SS316 body for chloride resistance — see our Stainless Steel Ex deluge valve variant.
Outdoor Oil-Insulated Transformers
High-voltage substation transformers mineral-oil insulated are classified Zone 2 hazardous. Explosion-proof deluge valve serves fixed overhead spray nozzle network per NFPA 15 / IEEE 979. Standard 1.6 MPa diaphragm valve is inadequate for substations fed from high-pressure fire pump rings.
Paint Spray & Solvent Facilities
Paint booth deluge and solvent storage room protection where airborne solvent vapour creates Zone 1 conditions. Combustible dust (paint powder) Zone 21 classification also covered by the T80°C Db dust rating.
Piston vs Diaphragm — When to Specify the Explosion-Proof Version
The standard diaphragm deluge valve is the correct choice for commercial and industrial applications at up to 1.6 MPa supply pressure in non-classified (safe) areas. Specify the explosion-proof piston version when the installation is in a classified hazardous area, when supply pressure exceeds 1.6 MPa, or when Ex-certified electrical accessories are required by the authority having jurisdiction.
Read the Full Technical Comparison →Frequently Asked Questions
What does "Ex db IIC T6 Gb" mean — and why does it matter for a deluge valve?
The Ex code "Ex db IIC T6 Gb" is the IEC 60079 equipment classification for flameproof electrical equipment suitable for the most demanding hazardous gas atmospheres:
Ex = certified for explosive atmospheres; db = flameproof enclosure protection concept (IEC 60079-1); IIC = Group IIC — covers hydrogen and acetylene, the gases that are hardest to contain an ignition from; T6 = maximum external surface temperature 85°C (the strictest of the 6 classes T1–T6); Gb = Equipment Protection Level for gas atmospheres requiring a high level of protection (suitable for Zone 1 and Zone 2).
It matters for a deluge valve because the valve station includes electrical components (solenoid trip valve, pressure switches, water motor gong motor, LCP) that could produce an ignition spark. In a petrochemical plant, a refinery, or an offshore platform where hydrocarbon vapour can be present at ignitable concentrations, an un-certified electrical component is a potential ignition source. The Ex db certification means every electrical enclosure is designed to contain any internal ignition and prevent it from propagating to the surrounding atmosphere.
Is the explosion-proof deluge valve just a regular deluge valve with Ex accessories bolted on?
No — the ZSFM-Ex uses a fundamentally different valve mechanism from the standard diaphragm design. The ZSFM-Ex is a piston-type valve rated to 2.5 MPa, built on a different valve body casting, with different internal geometry, different pressure ratings (5.0 MPa seal test, 8.0 MPa strength test — vs 3.2/6.4 MPa for the standard diaphragm valve), and different materials (machined stainless steel piston and bore vs EPDM rubber diaphragm).
Only after the valve body itself is built for high-pressure petrochemical service do the Ex-certified electrical accessories become relevant. Simply adding Ex accessories to a 1.6 MPa diaphragm valve would not provide the pressure margin needed for most petrochemical applications — it would be mechanically under-specified even if electrically compliant.
When is 2.5 MPa required vs the standard 1.6 MPa deluge valve rating?
Specify 2.5 MPa when any of the following apply: (1) the firewater supply pressure at the valve inlet exceeds 1.2 MPa at normal operating flow (rule of thumb: factor of 1.35 margin over supply); (2) the fire pump is a diesel-driven high-head pump common in petrochemical applications, typically 100–130 m TDH pumping against a ring main; (3) the system is connected to a long supply line where water-hammer peaks during pump start/stop can transiently exceed 1.8–2.0 MPa; (4) the authority having jurisdiction (project specification or local Fire Code) mandates 2.5 MPa for the installation class.
Petrochemical, refinery and LNG terminal projects almost always require 2.5 MPa. Standard commercial/industrial projects (warehousing, shopping centres, standard manufacturing, dry-type transformer substations) are adequately served by 1.6 MPa valves.
What certifications does the ZSFM-Ex carry and which are accepted internationally?
Every ZSFM-Ex valve is supplied with: Chinese Ex certification (CNEx / NEPSI / CCCF — mutually recognised); GB 5135.2 type test certificate; individual serial hydrostatic test reports; material mill certificates; and NFPA 13 / NFPA 15 compliance references.
For European projects requiring ATEX certification (Directive 2014/34/EU) and for IECEx-mandated installations, CA-FIRE can supply ATEX/IECEx-certified variants on specification — typical 12–16 week lead time for the certified-component build. For UL/FM-listed variants required on US and Middle East projects, contact sales@ca-fire.com for quotation with project-specific certification scope defined up front.
Can the explosion-proof deluge valve be supplied as a complete skid-mounted station?
Yes. The ZSFM-Ex valve body is available as a standalone valve or integrated into a factory-built skid station. For projects in hazardous areas, the skid format is often preferred because it reduces the number of field electrical connections that need Ex-certified installation — from a typical 8–10 individual components down to 2–3 cable entries on the skid terminal strip.
See our complete skid-mounted product lines: vertical deluge valve skid (minimal floor footprint, ideal for offshore topsides) and horizontal deluge valve assembly (complete pre-piped & pre-wired station, factory pressure-tested at 1.5× WP).
What information do you need to prepare a quotation for an explosion-proof deluge valve?
To prepare an accurate quotation, please provide: (1) nominal size (DN50 – DN300) and number of valves; (2) design flow rate & pressure at the valve inlet; (3) hazardous area classification of the installation location (Zone 1 / Zone 2 / Zone 21 / Zone 22) from the site Ex classification drawing; (4) connection standard (GB PN25 flange or ANSI Class 300); (5) activation mode preference (automatic electric solenoid, remote hard-wired trip, or both); (6) certification scope required (Chinese CNEx only, or ATEX/IECEx, or UL/FM); (7) any material specification for chloride/marine exposure (SS316 available).
Contact sales@ca-fire.com or WhatsApp +86 18150362095 with your project specification. Typical quotation turnaround is 1–2 business days for standard Chinese Ex certification; 3–5 business days for ATEX/IECEx scope requiring additional engineering.
Related Deluge Valve Products


Further Reading — Explosion-Proof & Hazardous Area Resources
Design guide for hazardous-area deluge systems: API 2510 cooling water rates for LPG spheres, LNG terminal deluge, offshore platform requirements, and Ex-rated equipment specification. Read the design guide →
Substation deluge design per NFPA 15 / IEEE 979 — application density, valve sizing, detection options, and indoor-vs-outdoor (oil-insulated) transformer differences. Read the transformer guide →
Side-by-side technical comparison of the two primary mechanisms: pressure ratings, water hammer resistance, maintenance, cost and selection decision tree. Read the comparison →
Complete classification of all 7 deluge valve types with a decision framework for matching variant to project requirements. Read the types guide →
Get a Quote — Explosion-Proof Deluge Valve (ZSFM-Ex Series)
2.5 MPa · DN50–DN300 · Ex db IIC T6 Gb · IP65 · Zone 1/2 Certified
Petrochemical · LPG/LNG · Refinery · Offshore · BRI Export with Full English Documentation