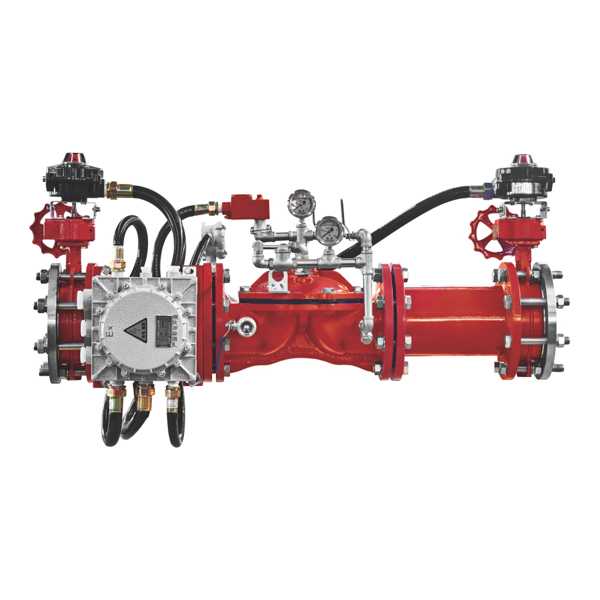
Deluge Valve Skid
Vertical Pry-Mounted · DN50–DN350 · 1.6 / 2.5 MPa · Petrochemical · Power · Metallurgy

Inlet flange, outlet flange, electrical entry — install team makes only three connections, no internal piping or wiring on site.
2–4 hours from crate to commissioned, vs 2–4 days for site-assembled valve stations from loose components.
Vertical layout vs horizontal assembly — minimal footprint for congested plant rooms and offshore topsides.
Every skid hydrostatically tested at 1.5× working pressure before shipment — no surprises at site commissioning.
What's Included on the Skid — Complete Bill of Materials
Every CA-FIRE vertical deluge valve skid is supplied as a complete factory-built fire suppression station. The following components are pre-installed, pre-piped, pre-wired, and factory-tested as standard:
Mechanical Components
- Deluge alarm valve (ZSFM diaphragm or ZSFM-Ex piston, sized to project)
- Upstream isolation valve — OS&Y gate valve or butterfly valve
- Downstream isolation (where specified)
- Main drain valve — for system drain after operation
- Test & drain manifold with multi-position selector
- Wet-pilot & dry-pilot trim connections (capped if not used)
- Y-strainer — upstream debris filtration
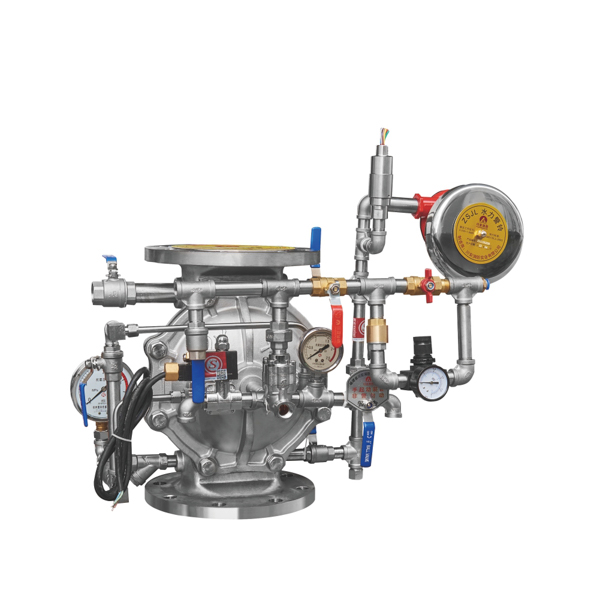
- Water motor alarm gong with gong strainer
- Structural steel skid frame with lifting lugs & mounting feet
- Carbon steel pipework (SS304/SS316 optional)
Electrical & Instrumentation
- Ex-rated solenoid trip valve (Ex db IIC T6 Gb)
- Alarm pressure switch (Ex db IIC T6 Gb, IP65)
- Supervisory pressure switch for control chamber
- Supply pressure gauge (water inlet)
- System pressure gauge (water outlet)
- Pilot pressure gauge (control chamber)
- Local control panel (LCP) — Ex db IIC T6 Gb, IP66
- Ex-rated junction boxes for field wiring
- Cable glands — Ex db IIC, brass or SS316
- Internal wiring — pre-terminated to terminal strip
Complete Technical Specifications
Skid System Specifications
| Parameter | Value | Notes |
|---|---|---|
| Format | Vertical pry-mounted skid | 立式撬装式 — single-frame integration |
| Nominal pipe sizes | DN50 – DN350 | Sized to project hydraulics |
| Working pressure | 1.6 MPa (standard) · 2.5 MPa (Ex high-pressure) | Specified at order |
| Seal test pressure | 3.2 MPa (1.6 skid) · 5.0 MPa (2.5 skid) | Hydrostatic, factory |
| Strength test pressure | 6.4 MPa (1.6 skid) · 8.0 MPa (2.5 skid) | Hydrostatic, factory |
| Hydraulic resistance | < 0.08 MPa (1.6 skid) · < 0.12 MPa (2.5 skid) | End-to-end across the skid |
| Frame material | Carbon steel, painted RAL 3000 (red) | SS304 frame optional |
| Internal pipework | Carbon steel std · SS304/SS316 optional | Galvanised internal coating standard |
| Mode of operation | Remote auto / Site manual / Manual override | 3 modes always available |
| Ambient temperature | 4°C – 70°C standard · −20°C – 70°C self-regulating | Heated variant for freezing zones |
| Standards | GB 5135.2 · NFPA 13 · NFPA 15 · IEC 60079 | Full English documentation |
Ex-Rated Component Certifications
| Component | Ex Marking | IP Rating | Voltage |
|---|---|---|---|
| Local control panel (LCP) | Ex db IIC T6 Gb · Ex tb IIIC T80°C Db | IP66 / IP68 | 220 VAC / 5A · 24 VDC / 1.5A |
| Ex junction box (HY-8A-Ex) | Ex db IIB T6 Gb · Ex tb IIIC T80°C Db | IP66 | — |
| Solenoid trip valve (CT4) | Ex mb IIC T4 Gb · Ex mb IIIC T130°C Db | IP65 | 24 VDC / 220 VAC · 4–12 W |
| Solenoid trip valve (CT5) | Ex db IIC T5 Gb · Ex tb IIIC T95°C Db | IP65 | 24 VDC / 220 VAC · 5.5–12 W |
| Solenoid trip valve (CT6) | Ex db IIC T6 Gb · Ex tb IIIC T80°C Db | IP66 / IP68 | 24 VDC / 220 VAC |
| Pressure switch (CT6) | Ex db IIC T5 Gb · Ex tb IIIC T95°C Db | IP65 | — |
| Cable glands | Ex db IIC | IP66 minimum | — |
Why Specify the Vertical Deluge Valve Skid
📐 Vertical Layout — 25–40% Less Floor Area
The vertical orientation stacks the alarm valve body, control trim, isolation valves, and instrument array along the skid's vertical axis instead of laying them out horizontally. The result is a footprint typically 25–40% smaller than the equivalent horizontal assembly. This matters in three specific scenarios: congested petrochemical plant rooms where every square metre is contested; offshore platform topsides where deck space carries enormous structural cost; and retrofit projects where a new deluge station must squeeze into an existing mechanical room without major structural modification. The vertical format is often the only viable choice for these installations.
🏭 Factory-Built — Eliminates Site QA Risk
Every internal pipework joint is welded or threaded under controlled factory conditions, every electrical connection is made by trained Ex-certified technicians, and every component is verified against the project specification before the skid leaves CA-FIRE's facility. The complete assembly is then hydrostatically pressure-tested at 1.5× working pressure and the alarm sequence functionally verified — site installation begins with a known-good system rather than a kit of parts that may or may not assemble correctly. For BRI export projects, third-party witness inspection (SGS/BV/Lloyd's) of the factory acceptance test can be arranged at order phase.
⚡ Comprehensive Ex Coverage — Zone 1/2 Throughout
Every electrical component on the skid carries Ex db IIC T6 Gb certification — the most demanding gas group classification (covering hydrogen, acetylene, and Group IIA/IIB by inheritance). The combustible-dust rating Ex tb IIIC T80°C Db extends coverage to Zone 21/22 dust atmospheres. IP66/IP68 enclosures provide complete dust exclusion and immersion-grade water-jet protection. This means one skid specification covers every classified location on a typical petrochemical or offshore site, with no need for component-level zone matching.
🔧 Three Operating Modes — Always Available
The skid supports remote interlock control (fire detection panel signal), site manual control (LCP push-button), and local manual override (mechanical trip ball valve on the valve trim) — all three modes always available simultaneously. For a critical-safety system, the redundancy is essential: a panel failure doesn't disable manual operation, a manual lock-out doesn't disable remote operation. The LCP also provides feedback signalling to the FACP — valve open/closed status, supervisory air pressure, and panel health are continuously reported back.
Self-Regulating Variant — For Freeze-Prone Outdoor Installations
For installations exposed to sub-zero ambient temperatures — chemical plant outdoor valve stations, oil tank farm cooling systems, gas station deluge protection in northern climates — CA-FIRE manufactures a self-regulating heated deluge valve skid (自动恒温防爆雨淋阀撬组). The skid frame includes an insulated cabinet enclosure with built-in self-regulating heating cable that maintains the internal pipework above freezing without thermostat control or risk of overheating.
Self-regulating heating cable adjusts its power output along its length based on local temperature — no localised hot spots that could damage rubber components, no failure mode where a stuck thermostat freezes the entire pipework. The result is a freeze-protected vertical skid suitable for chemical plants, petroleum tank farms, gas stations, and any outdoor installation where ambient temperatures drop below 4°C.
The self-regulating variant retains all the standard skid features — Ex db IIC T6 Gb certification, factory testing, three operating modes — and adds the heating cable, insulation, and a heated-cabinet enclosure. Specify "self-regulating" or "heated cabinet" at order phase. Lead times typical 2 weeks longer than standard skid.
Applications — Where the Vertical Skid Is the Right Specification
Petrochemical Process Units
Reactor area deluge curtains, pump room overhead protection, and process equipment cooling — installed in classified Zone 1/2 plant rooms where floor space is at a premium and Ex-certified electrical equipment is mandatory throughout.
Offshore Platform Topsides
Process deck deluge stations on FPSOs and offshore platforms where every square metre of deck carries enormous structural cost. Vertical skid + SS316 piping (specified at order) is the standard offshore configuration.
Power Plants & Substations
Transformer deluge cooling systems, turbine hall protection, and switchgear room deluge — typically located in confined plant rooms adjacent to the protected equipment, where vertical layout fits where horizontal does not.
Metallurgy & Steel Mills
Caster bay deluge cooling, hydraulic accumulator protection, transformer deluge for electric arc furnaces. The high-temperature, dust-laden environment requires the IP66/68 ingress protection that the skid provides as standard.
Oil Tank Farms & Gas Stations
LPG/LNG sphere deluge, crude oil tank cooling, gas station deluge — typically outdoor installations in northern climates where the self-regulating heated variant is the correct specification to prevent freezing of the upstream water supply.
BRI Export — EPC Industrial Projects
Chinese EPC contractors specifying complete factory-built fire suppression equipment for BRI projects across SE Asia, Central Asia, Middle East and Africa — vertical skid simplifies overseas shipping (single crate per station), and full English documentation supports overseas authority approval.
Vertical Skid vs Horizontal Assembly — Which Do You Need?
CA-FIRE manufactures both formats. The vertical skid is the correct choice for installations where floor space is constrained — petrochemical plant rooms, offshore topsides, retrofit projects. The horizontal assembly is preferred where ceiling height is constrained, where access for maintenance is the priority, or where the project specification matches the traditional horizontal layout.
Both formats include identical Ex-rated electrical components, identical factory testing protocols, and identical certification scope. The choice is primarily about physical installation envelope, not about technical capability.
View Horizontal Assembly →Frequently Asked Questions
What exactly is a "deluge valve skid" — is it just a deluge valve with extra parts bolted on?
A deluge valve skid is a complete pre-engineered, factory-built fire suppression station — not a kit of parts. The deluge valve is the central component, but the skid also includes everything else needed for a fully functional valve station: the upstream isolation valve, the control trim (solenoid trip, pressure switches, gauges), the alarm components (water motor gong, alarm pressure switch), the test & drain manifold, the strainer, the pipework that connects all of these together, the structural steel frame, and the local control panel with all field wiring pre-terminated.
The alternative is a "site-assembled" valve station, where the contractor receives a list of individual components (deluge valve, gate valves, pressure switches, gauges, etc.) and assembles them on site using contractor-supplied pipework and labour. The skid format eliminates the site assembly entirely — the contractor receives a tested, certified, ready-to-connect station and only has to make three connections (water in, water out, electrical entry).
This matters most in three situations: hazardous-area projects where Ex-certified site assembly is expensive, fast-track projects where every site-day matters, and BRI export projects where overseas labour quality cannot be guaranteed.
Why specify the vertical skid rather than the horizontal assembly?
The choice is primarily driven by the physical installation envelope at the site, not by technical capability. Both vertical and horizontal versions provide identical Ex-rated components, identical factory testing, and identical operational capability.
Specify the vertical skid when: (1) floor space is the constraining dimension — typical of petrochemical plant rooms, offshore topsides, and retrofit installations; (2) ceiling height is generous (typically 2m+ available for the upright skid); (3) the project requires the smallest possible shipping crate volume (offshore projects in particular).
Specify the horizontal assembly when: (1) ceiling height is the constraining dimension; (2) walk-around maintenance access is preferred over vertical reach; (3) the project specification or local norms favour the traditional horizontal layout. For a complete side-by-side comparison see Horizontal Deluge Valve Assembly.
Can the deluge valve skid be supplied with a 2.5 MPa explosion-proof valve instead of the standard 1.6 MPa?
Yes — the skid format is available with either valve mechanism: the standard 1.6 MPa diaphragm valve (ZSFM) for general industrial applications, or the 2.5 MPa piston-type explosion-proof valve (ZSFM-Ex) for high-pressure petrochemical firewater systems. Specify the working pressure at order — the skid frame, pipework grade, and pressure-test scope all change accordingly.
For petrochemical, refinery, LPG/LNG terminal, and offshore applications where supply pressure typically exceeds 1.6 MPa during pump start transients, specify the 2.5 MPa skid. For commercial industrial, dry-type transformer substations, and warehouse foam-water applications, the 1.6 MPa skid is adequate and more cost-effective. See the explosion-proof deluge valve product page for the pressure-rating decision framework.
What's included in the local control panel (LCP) on the skid?
The Ex-rated local control panel on the skid (Ex db IIC T6 Gb / IP66) is the local interface to the deluge valve station. It contains:
(1) Status indication — LED indicators for valve open/closed, supervisory pressure normal/low, panel power healthy, and any fault conditions; (2) Manual trip pushbutton — local Ex-rated trip control for site-initiated discharge; (3) Manual reset pushbutton — local reset after fire event has been controlled; (4) Output signal terminals — wired back to the central FACP for valve status, alarm pressure, and supervisory pressure feedback; (5) Input terminals — for the remote trip signal from the FACP and any external interlock signals; (6) Field wiring terminal strip — pre-terminated with the skid's internal wiring, ready for the contractor's field cables.
The LCP is the only field-electrical-connection point on the entire skid. All internal wiring from the LCP to the solenoid, pressure switches, and water motor gong is pre-installed at the factory. For a deeper dive into LCP wiring and FACP integration, see the deluge valve control panel guide.
How heavy is a typical deluge valve skid — and what are the lifting requirements?
Skid weight depends primarily on the deluge valve size. Typical weights:
DN50–DN100 skid: 250–400 kg — liftable by overhead crane in any standard plant room, transportable by forklift; DN150–DN200 skid: 500–800 kg — overhead crane required, may need pallet jack for floor positioning; DN250–DN300 skid: 1,000–1,500 kg — overhead crane essential, dedicated lifting plan recommended; DN350 skid: 1,800–2,500 kg — typically requires mobile crane or gantry, lifting plan with certified rigger.
Every CA-FIRE skid is supplied with certified lifting lugs at the four top corners of the frame, sized for safe lifting of the assembled skid weight with a 4-point sling and standard rigging hardware. Lifting weight is stamped on a metal nameplate adjacent to the lugs. For offshore lifting (more demanding rigging standards), specify "offshore lifting kit" at order — the skid will be supplied with certified DNV/ABS-rated lugs and a third-party load test certificate.
What information do you need to prepare a quotation for a deluge valve skid?
To prepare an accurate quotation, please provide: (1) nominal valve size (DN50–DN350) and quantity of skids; (2) working pressure preference — 1.6 MPa diaphragm or 2.5 MPa piston-type Ex; (3) installation environment — indoor / outdoor / offshore / freeze-prone (which determines body material, frame finish, and whether to specify the self-regulating heated variant); (4) hazardous area classification from the project Ex zone drawing; (5) certification scope — Chinese CNEx (standard), ATEX/IECEx for European projects, UL/FM for North American; (6) marine class society approval for offshore projects (DNV, ABS, BV, Lloyd's); (7) connection standards (GB PN16/PN25 flanges or ANSI Class 150/300) and any project-specific pipework material specifications.
Contact sales@ca-fire.com or WhatsApp +86 18150362095 with your project specification. Standard CNEx-certified quotations turn around in 1–2 business days. Class-society or ATEX scope: 3–7 business days for engineering confirmation. Self-regulating heated variant adds approximately 2 weeks lead time over the standard skid.
Related Deluge Valve Products

Further Reading — Skid Installation & Control
Step-by-step install procedure for skid-mounted deluge valves, NFPA 13 acceptance test walkthrough, Ex-cable-entry best practices, and downloadable commissioning checklist. Read the installation guide →
Detailed coverage of the local control panel function: wiring schedule, input/output signal map, manual override provisions, BMS integration, and Ex enclosure considerations. Read the LCP guide →
Hazardous-area deluge system design guide covering API 2510 cooling water rates, LNG terminal layout, offshore platform requirements, and integration of vertical skids on space-constrained topsides. Read the design guide →
Complete classification of all 7 deluge valve types with a project-to-product decision framework — including when to specify a skid vs an assembly vs a standalone valve. Read the types guide →
Get a Quote — Deluge Valve Skid (Vertical Pry-Mounted)
DN50–DN350 · 1.6 / 2.5 MPa · Ex db IIC T6 Gb · Factory Pre-Tested · Self-Regulating Optional
Petrochemical · Offshore · Power · Metallurgy · BRI Export with Full English Documentation